










ĪĪĪĪæ¬(y©®ng)┴”╝»ųą┐═ė^┤µį┌ ā×(y©Łu)╗»Ė─▀M(j©¼n)Ų╚į┌├╝Į▐
ĪĪĪĪį┌¤ÆĶF╔·«a(ch©Żn)ųąŻ¼ę²▀M(j©¼n)Ą─ąĪ╣░ĒöĒö╚╝╩Į¤ß’L(f©źng)Āt¤ß’L(f©źng)│÷┐┌ā╚(n©©i)ęrą²┤u═∙═∙│÷¼F(xi©żn)ūāą╬ĪóĀtÜż░l(f©Ī)╝tĪó¤ß’L(f©źng)│÷┐┌┐Õ╦·Īó╣░Ēö┐Õ╦·ĀtÜżķ_┴čĄ╚ŪķørĪŻ▀@▓╗āHī¦(d©Żo)ų┬¤ß’L(f©źng)Āt£žČ╚ķL(zh©Żng)Ų┌╠Äė┌▓╗ĘĆ(w©¦n)Č©ĮĄĄ═’L(f©źng)£ž▀\(y©┤n)ąąĀŅæB(t©żi)Ż¼Č°Ūęć└(y©ón)ųžĢr(sh©¬)Ģ■(hu©¼)ī¦(d©Żo)ų┬═Ż«a(ch©Żn)Özą▐Ż¼ĮoŲ¾śI(y©©)ĦüĒŠ▐┤¾Ą─Įø(j©®ng)Ø·(j©¼)ōp╩¦ĪŻĘų╬÷▀@ą®å¢Ņ}«a(ch©Żn)╔·Ą─Ė∙▒ŠįŁę“Ż¼į┌ė┌Ātęr─═▓─ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)Ą─æ¬(y©®ng)┴”╝»ųą║═ĀtÜż╝ė╣ż║ĖĮėæ¬(y©®ng)┴”╝»ųą╦∙ų┬ĪŻĮø(j©®ng)▀M(j©¼n)ę╗▓ĮĘų╬÷Ż¼▀@ā╔ŅÉæ¬(y©®ng)┴”╝»ųą«a(ch©Żn)╔·Ż¼╩Ūę“?y©żn)ķĀtęr╔Ž▓┐▓╔ė├┴╦ā×(y©Łu)┘|(zh©¼)Ė▀┼“├ø╣Ķ┘|(zh©¼)─═╗┤uŲ÷ų■Ą─ÕFą╬╣░ĒöŻ¼įō╣░Ēö┼cŲ÷ų■į┌¤ß’L(f©źng)│÷┐┌ų▒Č╬Ą─┤¾ē”┬ō(li©ón)ĮėĮM│╔┴╦ę╗ĘN╠ž╩Ō╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)ĪŻįō╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)Ž▐ųŲį┌╔ŽąĪŽ┬┤¾Ą─ÕFą╬ĀtÜżā╚(n©©i)Ż¼«ö(d©Īng)¤ß’L(f©źng)Āt╠Äė┌║µĀt╝░╝ė¤ß▀^│╠ųąŻ¼įņ│╔─═╗▓─┴Ž┼“├øŻ¼Š═Ģ■(hu©¼)ą╬│╔Ė³×ķÅ═(f©┤)ļsĄ─æ¬(y©®ng)┴”╝»ųąŻ¼Ģ■(hu©¼)įņ│╔¤ß’L(f©źng)│÷┐┌─═▓─Ų÷¾wūāą╬Ż¼ĀtÜż╩▄┴”ķ_┴čĪŻ═¼Ģr(sh©¬)Ż¼į┌ų▄Ų┌ąį4Ū¦┐╦/ŲĮĘĮ└Õ├ūĪ½5.5Ū¦┐╦/ŲĮĘĮ└Õ├ūĄ─╦═’L(f©źng)ÜŌ¾wē║┴”ū„ė├Ž┬Ż¼¤ß’L(f©źng)Ātį┌ķL(zh©Żng)Ų┌▀\(y©┤n)ąą▀^│╠ųąŻ¼¤ß’L(f©źng)ĀtĀtęræ¬(y©®ng)┴”╝»ųą▓┐╬╗Š═Ģ■(hu©¼)«a(ch©Żn)╔·¤ßŲŻä┌ōpē─ĪóĀtÜż║Ė┐pĖ»╬gķ_┴čĄ╚▒ūČ╦ĪŻę“┤╦Ż¼×ķ£p╔┘║═Ž¹│²æ¬(y©®ng)┴”╝»ųąŻ¼┤_▒Ż¤ß’L(f©źng)ĀtĮY(ji©”)śŗ(g©░u)ĘĆ(w©¦n)Č©ķL(zh©Żng)ē█Ż¼Š═Ų╚ŪąąĶę¬ī”(du©¼)¼F(xi©żn)ėąĒö╚╝╩Į¤ß’L(f©źng)Āt╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)▀M(j©¼n)ąąā×(y©Łu)╗»Ė─▀M(j©¼n)ĪŻ
ĪĪĪĪäō(chu©żng)ą┬įO(sh©©)ėŗ(j©¼)ĀtÜżĮY(ji©”)śŗ(g©░u) æ¬(y©®ng)┴”╝»ųąŽ¹═╦╦ź£p
ĪĪĪĪĮ³─ĻüĒŻ¼ć°ā╚(n©©i)═Ō¤ß’L(f©źng)ĀtįO(sh©©)ėŗ(j©¼)īŻ╝ę╝░ŲõłF(tu©ón)ĻĀ(du©¼)ÜŚŠ½Į▀æ]Ż¼įO(sh©©)ėŗ(j©¼)█`ąą│÷▓╗╔┘Ž╚▀M(j©¼n)▀mė├ŪęĘ¹║Ž¤ÆĶF╔·«a(ch©Żn)░▓╚½īŹ(sh©¬)ļHĄ─ķL(zh©Żng)ē█Ė▀’L(f©źng)£ž?z©”)ß’L(f©źng)ĀtĮY(ji©”)śŗ(g©░u)Ż¼═Ųäė(d©░ng)╬ę氤ߒL(f©źng)Āt░▓╚½╔·«a(ch©Żn)ĄŪ╔Ž┴╦ą┬┼_(t©ói)ļAĪŻ└²╚ńŻ¼╩ūõōę╗╝ē(j©¬)┐ŲīW(xu©”)╝ęŻ¼Š®╠ŲõōĶF╣½╦Š┐éįO(sh©©)ėŗ(j©¼)ĤĪóŠ®╠ŲõōĶF╣½╦Š¤ÆĶFįO(sh©©)éõīŻ╝ęĪó┐é╣ż│╠Ä¤ÅłĖŻ├„Į╠╩┌ĮY(ji©”)║ŽķL(zh©Żng)Ų┌ĘĆ(w©¦n)Č©▀\(y©┤n)ąąĄ─ć°═Ō¬Ü(d©▓)┴óæęµ£ŠĆ╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)║═¤ß’L(f©źng)Āt¬Ü(d©▓)┴óÕFą╬╣░ĒöĮY(ji©”)śŗ(g©░u)Ą─ā×(y©Łu)įĮ╝╝ąg(sh©┤)╠ž³c(di©Żn)Ż¼ĮY(ji©”)║Ž¼F(xi©żn)ėąĒö╚╝╩Į¤ß’L(f©źng)ĀtĀtÜżķ_┴č║═¤ß’L(f©źng)│÷┐┌ōpē─┐Õ╦·Ą╚īŹ(sh©¬)█`蹊┐Ż¼░l(f©Ī)├„┴╦ĪČĒö╚╝╩Į¤ß’L(f©źng)ĀtłA╗ĪöM║Žæęµ£ŠĆ¬Ü(d©▓)┴ó╣░ĒöĮY(ji©”)śŗ(g©░u)ĪĘą┬Ą─╝╝ąg(sh©┤)│╔╣¹Ż©łD3Ż®Ż¼╩▄ĄĮ┴╦¤ÆĶFĮńĄ─ÜgėŁĪŻįōįO(sh©©)ėŗ(j©¼)│╔╣¹╩Ūī”(du©¼)¼F(xi©żn)ėą╩▄┴”▓╗║Ž└ĒĄ─Ēö╚╝╩Į¤ß’L(f©źng)ĀtÕFą╬╣░ĒöŻ©łD 1ĪółD2Ż®īŹ(sh©¬)╩®┴╦łA╗ĪöM║Žæęµ£ŠĆĮY(ji©”)śŗ(g©░u)Ż©łD3Ż®║═¬Ü(d©▓)┴óų¦ō╬╣░Ēö?sh©┤)─╩▄┴”Ė─▀M(j©¼n)Ż©łD4Ż®ĪŻ
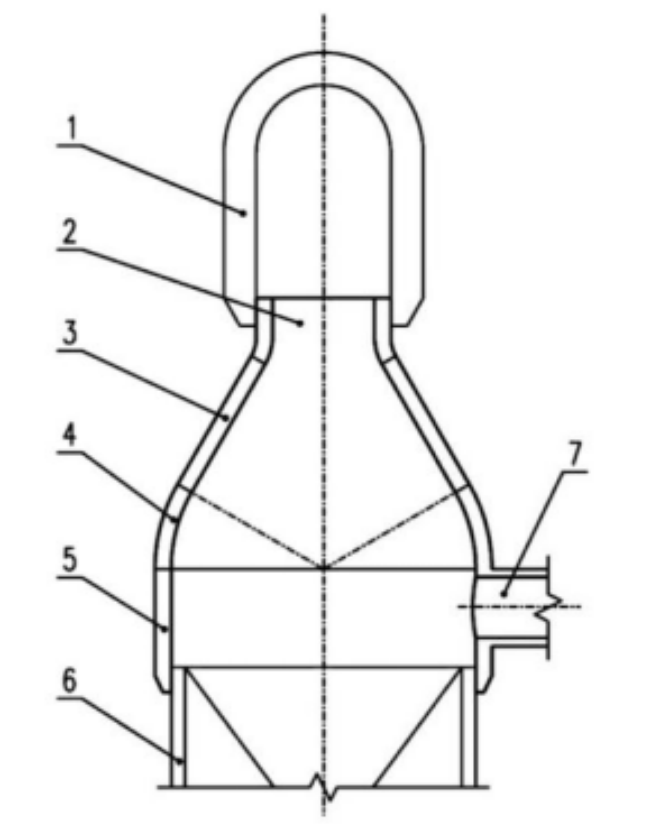
łD1×ķé„Įy(t©»ng)ąĪ├▒ūėĒö╚╝╩Į¤ß’L(f©źng)Āt╚╝¤²╩ęÕFą╬¾w╣░ĒöĮY(ji©”)śŗ(g©░u)
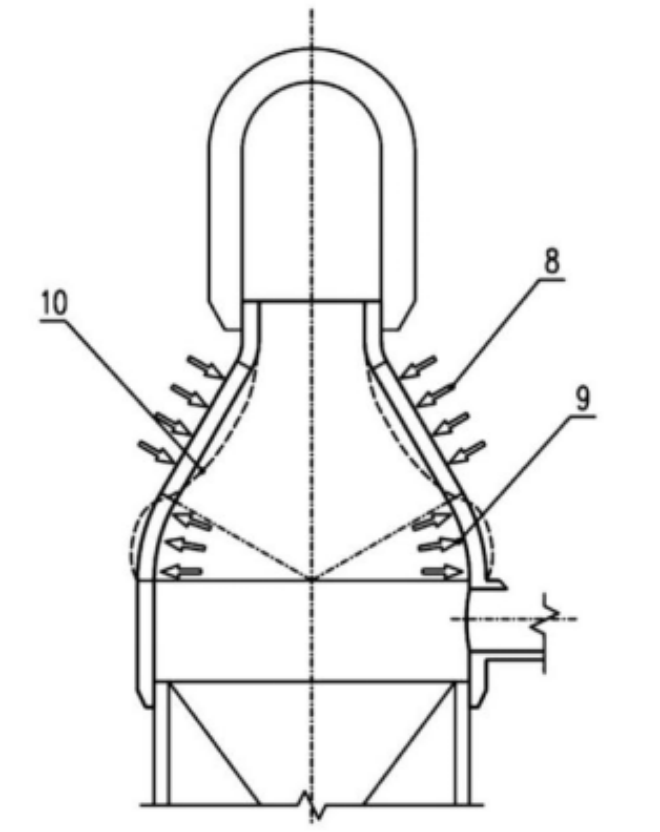
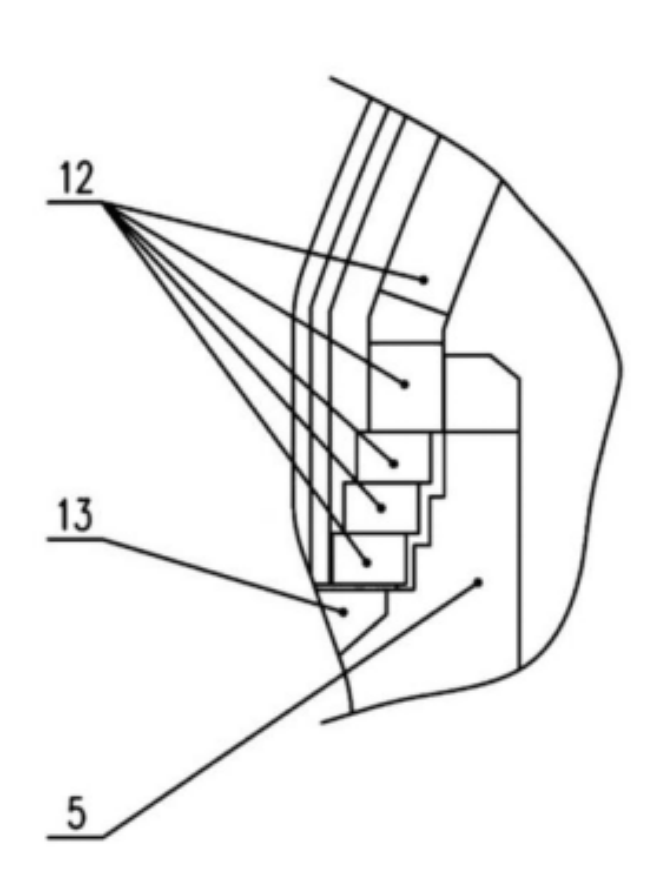
łD2×ķīŹ(sh©¬)█`ųąÕFą╬Ų÷¾wā╚(n©©i)ęrĖ▀£ž╩▄┴”ī¦(d©Żo)ų┬ÕFą╬Ų÷¾wųą▓┐═∙Ž┬═╣Ųūāą╬ĪóŽ┬▓┐╣░─_▓┐╬╗ūāą╬═ŌöU(ku©░)ī¦(d©Żo)ų┬─═▓─Ų÷¾w╩▄┴”║═Ū“├µ▓┐╬╗ĀtÜż╩▄┴”ĀŅæB(t©żi)╩ŠęŌłD
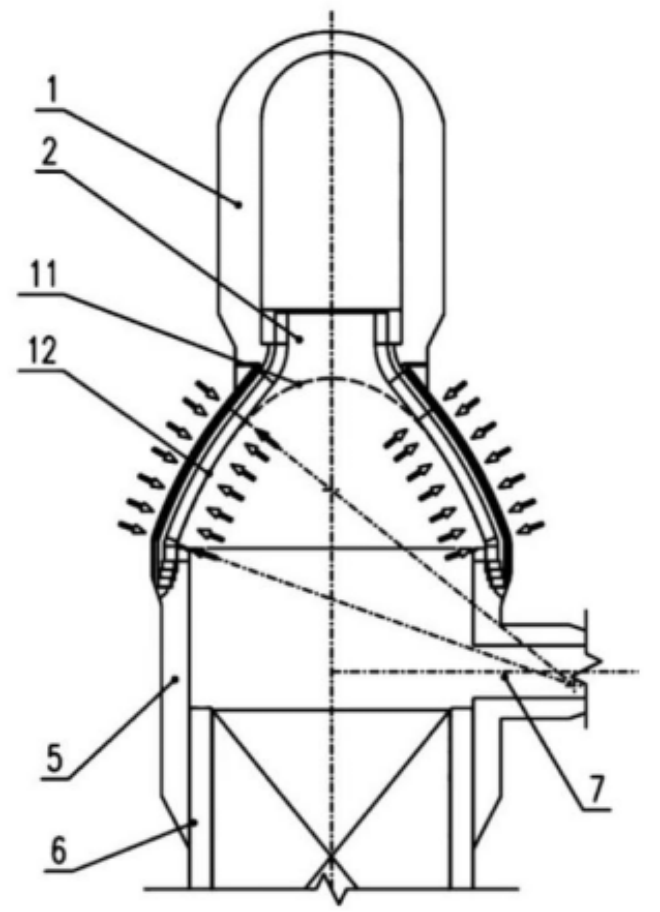
łD3×ķĮY(ji©”)║Žć°ļHć°ā╚(n©©i)īŹ(sh©¬)█`“×(y©żn)ūCĄ─æęµ£ŠĆ╣░ĒöĮY(ji©”)śŗ(g©░u)ā×(y©Łu)╗»ÕFą╬Ų÷¾w╩▄┴”ŲĮ║Ō╩ŠęŌłD
łD4×ķīóöM║Žæęµ£ŠĆ╣░ĒöĮY(ji©”)śŗ(g©░u)┼cŽ┬▓┐¤ß’L(f©źng)│÷┐┌ų▒Č╬ĘųļxŻ¼£p╔┘»B╝ėæ¬(y©®ng)┴”Ż¼ĘĆ(w©¦n)Č©ķL(zh©Żng)ē█ĮY(ji©”)śŗ(g©░u)╩ŠęŌłD
ĪĪĪĪ═¼Ģr(sh©¬)Ż¼įź┼d╣½╦ŠĄ─¬Ü(d©▓)┴óų¦ō╬╣░Ēöčbų├Ēö╚╝╩Į¤ß’L(f©źng)ĀtŻ©łD4Ż¼į┌ć°ļHć°ā╚(n©©i)╩╣ė├║═į┌Į©öĄ(sh©┤)░┘ū∙▀M(j©¼n)ąą┴╦īŹ(sh©¬)█`“×(y©żn)ūCŻ®ĪóÅłĖŻ├„╝░Ųõ║═╦¹Ą─łF(tu©ón)ĻĀ(du©¼)░l(f©Ī)├„Ą─¬Ü(d©▓)┴óų¦ō╬╣░Ēöčbų├Ą─öM║Žæęµ£ŠĆĒö╚╝╩Į¤ß’L(f©źng)ĀtŻ©łD3Ż®Īóųąę▒Š®š\╦─Č╬╩ĮĮY(ji©”)śŗ(g©░u)Ż©łD4Ż®ć°═Ō╣½╦ŠĒö╚╝╩Į¤ß’L(f©źng)ĀtĄ╚Ą╚Š∙ę▓╝Ŗ╝Ŗ▓╔ė├Ę└ų╣║═£p╔┘æ¬(y©®ng)┴”╝»ųąĄ─ĘĆ(w©¦n)Č©ĮY(ji©”)śŗ(g©░u)Ż¼▓óīŹ(sh©¬)╩®┴╦▀M(j©¼n)ąą┴╦öĄ(sh©┤)Ū¦░┘ū∙¤ß’L(f©źng)ĀtķL(zh©Żng)Ų┌Ą─īŹ(sh©¬)█`“×(y©żn)ūCĪŻ▀@ą®įÅßī┴╦×ķĘ└ų╣║═£p╔┘¤ß’L(f©źng)ĀtĀtęr║═ĀtÜżæ¬(y©®ng)┴”╝»ųąŻ¼öĄ(sh©┤)Ū¦░┘├¹┐ŲīW(xu©”)╝ęķL(zh©Żng)Ų┌ų┬┴”ė┌ā×(y©Łu)╗»¤ß’L(f©źng)Āt╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)Īó╚╝¤²Ų„ĮY(ji©”)śŗ(g©░u)Īó¤ß’L(f©źng)│÷┐┌ĮY(ji©”)śŗ(g©░u)Īó¤ß’L(f©źng)│÷┐┌┼cĀt¾wĄ─▀BĮėĘĮ╩ĮĄ╚┤ļ╩®Ż¼ĮŌøQ┴╦Ė▀’L(f©źng)£ž?z©”)ß’L(f©źng)Āt╩╣ė├ē█├³Č╠Ą─╣▓ąį╝╝ąg(sh©┤)å¢Ņ}Ż¼ę▓Įo¤ß’L(f©źng)ĀtįO(sh©©)ėŗ(j©¼)╣żū„š▀╠ß╣®┴╦┐ŲīW(xu©”)Ą─įO(sh©©)ėŗ(j©¼)ę└ō■(j©┤)ĪŻ

łD5×ķłD2ī”(du©¼)æ¬(y©®ng)Ż¼ÕFą╬╚╝¤²╩ę╣░Ēöæ¬(y©®ng)┴”╝»ųąī¦(d©Żo)ų┬Ą─¤ß’L(f©źng)Āt╣░Ēöæ¬(y©®ng)┴”╠«╦·

łD6×ķłD2ī”(du©¼)æ¬(y©®ng)Ż¼æ¬(y©®ng)┴”╝»ųąī¦(d©Żo)ų┬Ą─¤ß’L(f©źng)Āt¤ß’L(f©źng)│÷┐┌╠«╦·

łD7×ķæ¬(y©®ng)┴”╝»ųąī¦(d©Żo)ų┬Ą─¤ß’L(f©źng)ĀtĀtÜż║Ė┐p└Łķ_ķ_┴č
ĪĪĪĪŠ¦ķgĖ»╬g▓╗┐╔║÷ęĢ æ¬(y©®ng)┴”Ė»╬gĖ³æ¬(y©®ng)Š»╠Ķ
ĪĪĪĪ¤ß’L(f©źng)ĀtĀtÜżį┌ąŻī”(du©¼)║ĖĮė╗“š▀▀\(y©┤n)ąą▀^│╠ųąŻ¼ĀtÜżę▓Ģ■(hu©¼)│÷¼F(xi©żn)┴č╝yĪó║Ė┐pķ_┴čŻ¼╔§ų┴┼╝Ā¢Ģ■(hu©¼)│÷¼F(xi©żn)ĀtÜż╣░Ēö┼cÜż¾wĘųļxĄ╚╬ŻļU(xi©Żn)¼F(xi©żn)Ž¾░l(f©Ī)╔·ĪŻė÷ĄĮ┴╦║Ė┐pķ_┴č╗“š▀╣░Ēö┼cÜż¾wĘųļxŻ¼ę╗░ŃŪķørŽ┬Ż¼╚╦éā═∙═∙▓╗Ęų╬÷╩Ū╩▓├┤įŁę“įņ│╔▀@śėĄ─╩┬╣╩Ż¼Š═║┴¤oŅÖ╝╔Ąž▀M(j©¼n)ąąČ■┤╬ąŻī”(du©¼)║ĖĮėĪŻ╚╗Č°Ż¼ĀtÜżį┌║ĖĮė▀^│╠ųą«a(ch©Żn)╔·Ą─┴č╝yŻ¼ę╗░ŃČ╝Ģ■(hu©¼)│÷¼F(xi©żn)į┌ĀtÜżā╚(n©©i)▒┌Ż¼║Ė┐p═Ō├µ┐┤╔Ž╚ź═Ļ║├¤oōpŻ¼Įø(j©®ng)▀^Ė▀£ž▀\(y©┤n)ąą║¾Ż¼│÷¼F(xi©żn)Ą─Ė»╬gĮķ┘|(zh©¼)ØB▀M(j©¼n)┴č╝y┐pŽČųąī¦(d©Żo)ų┬ĀtÜż═Ō├µ║Ė┐pķ_┴čŻ¼ę╗░Ń▓╔╚ĪĄ─┤ļ╩®Š═╩Ūį┌║Ė┐p╠Äča(b©│)║Ėę╗ēKõō░ÕŻ¼ūī¤ß’L(f©źng)Āt└^└m(x©┤)▀\(y©┤n)ąąĪŻĮø(j©®ng)╠Ä└Ē▀\(y©┤n)ąąę╗Č╬Ģr(sh©¬)ķg║¾Ż¼ėų│÷¼F(xi©żn)ča(b©│)║Ė▓┐╬╗║Ė┐pķ_┴čŻ¼ī¦(d©Żo)ų┬┬®’L(f©źng)╗“š▀░▓╚½ļ[╗╝┤µį┌ĪŻ─│Ų¾śI(y©©)ī”(du©¼)ĀtÜż┴č╝y▀M(j©¼n)ąą┴╦Öz£y(c©©)Ż¼ĮY(ji©”)šō╩Ūæ¬(y©®ng)┴”Ė»╬gĪŻę▓ėą┘Y┴ŽĮķĮBšfŻ¼ĀtÜż║Ė┐pķ_┴č╩Ūė╔Š¦ķgĖ»╬g╗“š▀šf╩Ūæ¬(y©®ng)┴”Š¦ķgĖ»╬gįņ│╔Ą─ĪŻĄ½▓╗╔┘īŻ╝ęģsšJ(r©©n)×ķŻ¼▀@ĘNšfĘ©▓╗═Ļ╚½£╩(zh©│n)┤_ĪŻ
ĪĪĪĪŠ┐ŲõįŁę“Ż¼Ž╚üĒ╠Įėæ╩▓├┤╩ŪŠ¦ķgĖ»╬gŻ┐Š¦ķgĖ»╬g╩ŪųĖĖ»╬g螊¦Įń▀M(j©¼n)ąąĪŻŲõ╬ŻļU(xi©Żn)ąį║▄┤¾Ż¼ę“?y©żn)ķ╦³═©│Ż▓╗Ģ?hu©¼)ę²ŲĮī┘═Ōą╬Ą─╚╬║╬ūā╗»Ż¼Ą½ģs─▄╩╣Įī┘Ą─ÖC(j©®)ąĄąį─▄╝▒äĪĮĄĄ═Ż¼ęįų┬ę²Ų═╗╚╗ŲŲē─Ż©▀@ĘNŲŲē─═∙═∙╩╣╚╦╩╝┴Ž▓╗╝░Ż¼╦³ūī─Ń┐┤ĄĮĄ─Č╝╩Ū═Ļ║├╣Ō┴┴¤oōpĄ─Įī┘▒Ē├µŻ¼Ą½Įī┘ķgĮY(ji©”)║Ž┴”▒╗ŲŲē─Ż¼▓─┴ŽÄū║§å╩╩¦ÅŖ(qi©óng)Č╚Ż¼ć└(y©ón)ųžš▀▌p▌pŪ├ō¶▒Ń│╔×ķĘ█─®Ż®ĪŻŠ¦ķgĖ»╬g«a(ch©Żn)╔·Ą─įŁę“Ż¼ę╗░ŃšJ(r©©n)×ķ╩Ūõō▓─▒Š╔ĒĄ─╠╝┼cŃtą╬│╔ (Cr23C6Ż®Ńt╠╝╗»╬’Ż¼▀@ŅÉŃtĄ─╠╝╗»╬’螊¦Įń╬÷│÷Ģr(sh©¬)Ż¼Š═Ģ■(hu©¼)«a(ch©Żn)╔·╠╝╗»╬’ų▄ć·Šų▓┐žÜŃtģ^(q©▒)ė“ĪŻ«ö(d©Īng)žÜŃtģ^(q©▒)ė“Šų▓┐Ńt║¼┴┐ĮĄĄ═ĄĮ▓╗õPõō─═Ė»╬g╦∙ąĶĄ─ūŅĄ═║¼┴┐ęįŽ┬Ż¼Š═Ģ■(hu©¼)«a(ch©Żn)╔·Š¦ķgĖ»╬gŻ¼╝┤Ī░Š¦ķgžÜŃt└ĒšōĪ▒ĪŻ▀@šf├„«a(ch©Żn)╔·Š¦ķgĖ»╬gĄ─õō▓─╩Ū║¼Ńt┴┐Ė▀Ą─▓╗õPõōŻ¼╚ńŖW╩Ž¾w▓╗õPõō1Cr18Ni9TiĪó2Cr18Ni9Īó±R╩Ž¾w▓╗õPõō1Cr13Īó2Cr13Ą╚Ż╗ę▓šf├„¤ß’L(f©źng)Āt▓╗õPõōĀtÜżį┌ąŻī”(du©¼)║ĖĮėĢr(sh©¬)Ż¼æ¬(y©®ng)╠žäeūóęŌŅA(y©┤)Ę└║ĖĮė▀^│╠ųąŻ¼│÷¼F(xi©żn)║ĖĮė╚▒Ž▌Ż¼įņ│╔¤ß’L(f©źng)Āt▀\(y©┤n)ąą▀^│╠ųąŻ¼į┌3Ū¦┐╦/ŲĮĘĮ└Õ├ū~5Ū¦┐╦/ŲĮĘĮ└Õ├ūĮ╗ūā¤ßæ¬(y©®ng)┴”ū„ė├Ž┬Ż¼ĀtÜż║Ė┐p╚▒Ž▌╠Ä«a(ch©Żn)╔·ŲŻä┌Ż¼įņ│╔║Ė┐pķ_┴čĪŻ
ĪĪĪĪ╬ę氤ߒL(f©źng)Āt╦∙ė├Ą─▓─┴ŽĮ^┤¾▓┐Ęų╩Ū║¼╠╝┴┐Ī▄0.2%Ą─Ė▀ÅŖ(qi©óng)Č╚Ą═║ŽĮĮY(ji©”)śŗ(g©░u)õōŻ¼╚ńQ345CĪóQ345RĄ╚ĪŻ╦³éāĄ─╗»īW(xu©”)│╔ĘųųąĄ─CrĪ▄0.30%Ż¼┼cĪ░Š¦ķgžÜŃt└ĒšōĪ▒ųąĄ─Cr║¼┴┐ŽÓ▓Ņ╔§▀h(yu©Żn)Ż¼╦∙ęį▓╗Ģ■(hu©¼)«a(ch©Żn)╔·Š¦ķgĖ»╬gĪŻ
ĪĪĪĪ╦∙ų^æ¬(y©®ng)┴”Ė»╬g╩Ūį┌ņoæ¬(y©®ng)┴”Ż©Įī┘Ą─ā╚(n©©i)═Ōæ¬(y©®ng)┴”Ż®ū„ė├Ž┬Ż¼Įī┘į┌Ė»╬gĮķ┘|(zh©¼)ųąĄ─ŲŲē─ĘQ×ķæ¬(y©®ng)┴”Ė»╬gĪŻĖ»╬gŲŻä┌╩Ūį┌Į╗ūāæ¬(y©®ng)┴”ū„ė├Ž┬Ż¼Įī┘į┌Ė»╬gĮķ┘|(zh©¼)ųąĄ─ŲŲē─ĘQ×ķĖ»╬gŲŻä┌ĪŻæ¬(y©®ng)┴”Ė»╬g┼cĖ»╬gŲŻä┌Ż¼╩Ūæ¬(y©®ng)┴”┼cĮķ┘|(zh©¼)ā╔ĘNę“╦ž╣▓═¼ū„ė├Ž┬╦∙«a(ch©Żn)╔·Ą─ŲŲē─ą╬╩ĮĪŻæ¬(y©®ng)┴”Ė»╬g▒╚▌^£╩(zh©│n)┤_ĪŻ
ĪĪĪĪš{(di©żo)▓ķĘų╬÷šJ(r©©n)×ķŻ║ĀtÜżį┌ąŻī”(du©¼)║ĖĮė▀^│╠ųąŻ¼║Ė┐p┴č╝y╩ŪĀtÜżõō░Õį┌╝ė╣ż│╔ą═▀^│╠ųąŻ¼ė╔ė┌õō░ÕĄ─ė└Š├ūāą╬Č°«a(ch©Żn)╔·▓─┴Žā╚(n©©i)▓┐ĮM┐Śæ¬(y©®ng)┴”Ż╗į┘╝ė╔Ž╝ė╣ż▀^│╠ųąĄ─Š½Č╚š`▓ŅŻ¼Ģ■(hu©¼)ĮoĀtÜżąŻī”(du©¼)Īó║ĖĮėįņ│╔║▄┤¾Ą─ė░ĒæĪŻį┌¤ß’L(f©źng)ĀtĀtÜżąŻī”(du©¼)║ĖĮė▀^│╠ųąŻ¼Āt¾w┤¾ē”▓┐╬╗Īó╚╝¤²╩ęŽ┬▓┐ĮY(ji©”)śŗ(g©░u)║å(ji©Żn)å╬Ż¼ąŻī”(du©¼)║ĖĮė▒╚▌^╚▌ęūŻ¼ę╗░ŃŪķørŽ┬▓╗Ģ■(hu©¼)«a(ch©Żn)╔·║Ė┐pķ_┴č¼F(xi©żn)Ž¾ĪŻĄ½╩Ū╚╝¤²╩ęęį╔Ž▓┐╬╗Ż©║¼╚╝¤²╩꯮╩ŪĀtÜżĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsĄ─▓┐╬╗Ż¼įō▓┐╬╗╩Ū╚╝¤²╩ę┼c¤ß’L(f©źng)│÷┐┌ŽÓ▀BĮėĄ─ĄžĘĮĪŻŲõÄū║╬ą╬ĀŅūā╗»▒╚▌^┤¾Ż¼╚▌ęū│÷¼F(xi©żn)║ĖĮė╚▒Ž▌Ż¼ę▓╩Ūæ¬(y©®ng)┴”╝»ųąāAŽ“ūŅć└(y©ón)ųžĄ─▓┐╬╗ĪŻę“┤╦Ż¼║Ė┐pķ_┴čÄū║§╚½▓┐░l(f©Ī)╔·į┌▀@éĆ(g©©)▓┐╬╗ĪŻ
ĪĪĪĪīŻ╝ęéāĘų╬÷šJ(r©©n)×ķŻ║į┌¤ß’L(f©źng)Āt╚╝¤²╩ę▓┐╬╗ė╔ė┌ĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsŻ¼į┌ąŻī”(du©¼)║ĖĮė▀^│╠ųąĢ■(hu©¼)│÷¼F(xi©żn)Ęe└█š`▓ŅŻ¼įņ│╔łAŁh(hu©ón)║Žön╠ÄÕe(cu©░)╬╗Ż¼ąĶę¬ė├õōŌFŪ╦äė(d©░ng)╗“š▀ė├ŖA░Õ┼c┬▌╦©Šo╣╠Ū╦äė(d©░ng)Ż¼ÅŖ(qi©óng)ąą║ŽönŻ¼▀@śė▒╗Ū╦äė(d©░ng)õō░ÕĄ─ÅØŪ·▓┐╬╗Ģ■(hu©¼)«a(ch©Żn)╔·æ¬(y©®ng)┴”╝»ųąĪŻ║ĖĮėŪ░╚ń╣¹░čõōŌF╗“š▀ŖA░Õ║═┬▌╦©╦╔ķ_Ż¼õō░ÕŠ═Ģ■(hu©¼)╗ųÅ═(f©┤)ĄĮįŁ╬╗Ż¼æ¬(y©®ng)┴”╝»ųąŠ═Ģ■(hu©¼)ūįäė(d©░ng)Ž¹│²ĪŻ▀@╩Ūę“?y©żn)ķõō░Õ«a(ch©Żn)╔·Ą─ÅŚąįūāą╬Ż¼į┌Ž¹│²═Ō┴”ū„ė├║¾Ż¼╗ųÅ═(f©┤)įŁą╬Ž¹│²┴╦æ¬(y©®ng)┴”╝»ųąĪŻČ°╬ęéāŪ╦äė(d©░ng)õō░ÕĄ──┐Ą─╩Ū║ŽönŻ¼║ŽönĄ──┐Ą─╩Ū║ĖĮėĪŻ«ö(d©Īng)ĀtÜżõō░Õį┌═Ō┴”ū„ė├Ž┬ÅŖ(qi©óng)ąą║Žön║¾Ż¼ė╔ÅŚąįūāą╬▐D(zhu©Żn)ūā?y©Łu)ķė└Š├ūāą╬Ż¼õō░ÕĄ─╩▄┴”ÅØŪ·▓┐╬╗Š═╩Ūæ?y©®ng)┴”╝»ųąĄ─ĄžĘĮŻ¼Ą½▓╗╩Ū═Ō┴”ū„ė├Ą─▓┐╬╗ĪŻę“┤╦Ż¼į┌ąŻī”(du©¼)▀^│╠ųąŻ¼ę¬▒M┴┐£p╔┘║═▒▄├ŌĀtÜżŪ╦äė(d©░ng)║ŽönĪŻĀtÜżąŻī”(du©¼)▀^│╠ųąõō░ÕÅØŪ·╠Ä«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąŻ¼╩Ūõō░Õį┌═Ō┴”ū„ė├Ž┬Ż¼ÅŖ(qi©óng)ąą║Žönįņ│╔ÅŚąįūāą╬▐D(zhu©Żn)ūā?y©Łu)ķė└Š├ūāą╬«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąĪŻ║ĖĮė▀^│╠«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąŻ¼╩Ūõō░Õ▒╗ÅŖ(qi©óng)ąą║Žön║¾Ż¼░čõō░Õ┼cõō░Õ▀BĮė╠ÄĄ─┐pŽČ╝ė¤ß║ĖĮėŻ¼╩╣║Ėģ^(q©▒)╚█│žųąĄ─ę║¾wĮī┘╠Äė┌║▄Ė▀Ą─£žČ╚Ż©┐╔▀_(d©ó)2000Īµęį╔ŽŻ®Ż¼įņ│╔║Ė┐p║ĖĮėĢr(sh©¬)╝ė¤ß┼“├øŻ¼Č°═Ż║ĖĢr(sh©¬)└õģs╩š┐sŻ¼«a(ch©Żn)╔·æ¬(y©®ng)┴”╝»ųąĪŻ─Ū├┤Ż¼Ū╦äė(d©░ng)║Žönõō░ÕÅØŪ·╠Ä«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą┼c║ĖĮėĢr(sh©¬)Ż¼═Ō┴”ū„ė├▓┐╬╗į┌║ĖĮė▀^│╠«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą╝░Ė„▓┐╬╗║ĖĮė▀^│╠Ż¼╝ė¤ß└õģs«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą┬ō(li©ón)ŽĄį┌ę╗ŲŻ¼Š═╩ŪĖ³×ķÅ═(f©┤)ļsĄ─æ¬(y©®ng)┴”╝»ųąĪŻÅŚąįūāą╬▐D(zhu©Żn)ūā?y©Łu)ķė└Š├ūāą╬║¾Ż¼«?d©Īng)«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą┤¾ė┌═Ō┴”ū„ė├Ż¼╝ė╔Ž║ĖĮė╝ė¤ß└õģsĢr(sh©¬)«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąŻ¼į┌═Ō┴”│Ę│÷║¾Ż¼ Č╠Ų┌ā╚(n©©i)Š═Ģ■(hu©¼)«a(ch©Żn)╔·Š▐ĒæŻ¼╔§ų┴?x©¬)■įņ│╔╣░Ēö┼cÜż¾wĘųļxĪŻ╚ń╣¹═Ō┴”ū„ė├╠ÄĄ─║ĖĮėæ¬(y©®ng)┴”┤¾ė┌ÅØŪ·ūāą╬╠ÄĄ─æ¬(y©®ng)┴”Ģr(sh©¬)Ż¼ĀtÜż║Ė┐pæ¬(y©®ng)┴”╝»ųąę└╚╗┤µį┌ĪŻā╚(n©©i)▒┌║Ė┐pĢ■(hu©¼)│÷¼F(xi©żn)ā╔ĘN┐╔─▄Ż║ę╗ĘN╩Ūæ¬(y©®ng)┴”╝»ųą«a(ch©Żn)╔·Ą─┴č╝yŻ¼¤ß’L(f©źng)ĀtĮø(j©®ng)▀^ę╗Č╬Ģr(sh©¬)ķg▀\(y©┤n)ąą║¾Ż¼Š═Ģ■(hu©¼)│÷¼F(xi©żn)ĀtÜż▒Ē├µĄ─║Ė┐pķ_┴čŻ╗┴Ēę╗ĘN╩Ūėąæ¬(y©®ng)┴”╝»ųąĄ½ø]ėą«a(ch©Żn)╔·┴č╝yŻ¼▀@Š═╩ŪūŅ└ĒŽļĄ─¤ß’L(f©źng)ĀtĀtÜżĪŻę“?y©żn)ķėą┴č╝y║═ø]ėą┴č╝yĄ─æ¬(y©®ng)┴”╝»ųąŻ¼Č╝┐╔ęįį┌¤ß’L(f©źng)Āt║µĀt║═▀\(y©┤n)ąą▀^│╠ųąŻ¼═©▀^╚╦╣żĢr(sh©¬)ą¦Ą─ĘĮĘ©£p╔┘║═Ž¹│²æ¬(y©®ng)┴”╝»ųąĪŻ▀@śėĄ─ĀtÜżŻ¼æ¬(y©®ng)įō╩ŪķL(zh©Żng)ē█├³Ą─ĀtÜżŻ©ėą║ĖĮė╚▒Ž▌Ą─│²═ŌŻ®ĪŻ
ĪĪĪĪłį(ji©Īn)øQ▒▄├Ō║Ė┐pķ_┴č ĀtÜż░▓╚½ėųķL(zh©Żng)ē█
ĪĪĪĪīŻ╝ęéāĘų╬÷šJ(r©©n)×ķŻ¼ĀtÜżį┌ąŻī”(du©¼)║ĖĮė▀^│╠ųąŻ¼ «a(ch©Żn)╔·Ą─ÜŌ┐ūĪó╩Ķ╦╔ĪóŖAį³Īó²ö┴čĄ╚║ĖĮė╚▒Ž▌┼cŪ╦äė(d©░ng)║Žön«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąĪóįŁ▓─┴ŽĄ─║¼┴“┴┐╝░Ųõ║ĖĮė╝╝ąg(sh©┤)Č╝ėąų▒Įė╗“š▀ķgĮėĄ─ĻP(gu©Īn)ŽĄĪŻę“?y©żn)ķ║ĖĮė▀^│╠ųąė÷ĄĮŪ╦äė(d©░ng)║Žönūāą╬«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą╠ÄŻ¼║ĖŚl╚█╗»ī¦(d©Żo)ų┬Ū╦äė(d©░ng)ūāą╬╠Ä«a(ch©Żn)╔·╬óūāą╬Ż¼║ĖŚlį┌╚█╗»▀^│╠ųą╚▌ęūą╬│╔║ĖĮė╚▒Ž▌ĪŻ╚ń╣¹įŁ▓─┴Ž║¼┴“┴┐▀^Ė▀Ż¼į┌║ĖĮė╝ė¤ß┼c└õģs▀^│╠ųąŻ¼Įø(j©®ng)▀^1150Īµ~1200Īµų«ķgĄ─Ģr(sh©¬)║“Ż¼«a(ch©Żn)╔·¤ß┤Ó¼F(xi©żn)Ž¾Ż¼╚▌ęūįņ│╔²ö┴č║═ÜŌ┐ūĄ╚║ĖĮė╚▒Ž▌ĪŻ╚ń╣¹║ĖĮė╚╦åT▓╗┴╦ĮŌŪ╦äė(d©░ng)║Žönæ¬(y©®ng)┴”╝»ųą║═įŁ▓─┴Ž║ĖĮėąį─▄▀M(j©¼n)ąą║ĖĮėŻ¼«a(ch©Żn)╔·║ĖĮė╚▒Ž▌Ą─Ė┼┬╩Š═Ģ■(hu©¼)Ė³┤¾ĪŻę“┤╦Ż¼║Ė╣żį┌║ĖĮėŪ░Ż¼æ¬(y©®ng)įōįö╝Ü(x©¼)┴╦ĮŌĀtÜż╦∙ė├Ą─įŁ▓─┴Ž║═ĀtÜżĄ─╝ė╣ż║═║ĖĮė╣ż╦ćŻ¼╚╗║¾į┘▀M(j©¼n)ąą║ĖĮėĪŻ╚ń╣¹«a(ch©Żn)╔·┴╦║ĖĮė╚▒Ž▌Ż¼ę╗Č©Ģ■(hu©¼)ė░ĒæĀtÜżĄ─╩╣ė├ē█├³ĪŻę“?y©żn)ķį┌¤ß’L(f©źng)Āt▀\(y©┤n)ąą▀^│╠ųąŻ¼╩▄ĄĮų▄Ų┌ąį3Ū¦┐╦/ŲĮĘĮ└Õ├ū~5Ū¦┐╦/ŲĮĘĮ└Õ├ūÜŌ¾wē║┴”ū„ė├Ż¼║ĖĮė╚▒Ž▌«a(ch©Żn)╔·Ą─ÜŌ┐ūĪó╩Ķ╦╔ĪóŖAļsĪó²ö┴čĄ╚╝ŌĮŪ▓┐╬╗ėųĢ■(hu©¼)«a(ch©Żn)╔·æ¬(y©®ng)┴”╝»ųąŻ¼į┌æ¬(y©®ng)┴”ū„ė├Ž┬«a(ch©Żn)╔·╬ó┴č╝yŻ¼Ė»╬gĮķ┘|(zh©¼)▀M(j©¼n)╚ļ╬ó┴č╝yĖ»╬gŻ¼ę╗ų▒čė╔ņĄĮĀtÜż▒Ē├µ┐┤ĄĮ║Ė┐pķ_┴čĪŻ▀@æ¬(y©®ng)įō╩Ūæ¬(y©®ng)┴”Ė»╬g║═Ė»╬gŲŻä┌įņ│╔Ą─É║╣¹ĪŻ
ĪĪĪĪīŻ╝ęéā▀ĆĘų╬÷šJ(r©©n)×ķŻ¼¤ß’L(f©źng)ĀtĀtÜżį┌ąŻī”(du©¼)║ĖĮė▀^│╠ųąŻ¼ė╔ė┌ūāą╬«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųą║═║ĖĮė«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴”╝»ųąįņ│╔Ą─║ĖĮė┴č╝y┼c║ĖĮė╚▒Ž▌Ż¼į┌¤ß’L(f©źng)Āt▀\(y©┤n)ąą▀^│╠ųąŻ¼į┌ų▄Ų┌ąį3Ū¦┐╦/ŲĮĘĮ└Õ├ū~5Ū¦┐╦/ŲĮĘĮ└Õ├ūē║┴”ū„ė├Ž┬Ż¼æ¬(y©®ng)┴”╝»ųąįņ│╔Ą─▀\(y©┤n)ąą┴č╝yČ╝Ģ■(hu©¼)į┌ų▄Ų┌ąįē║┴”║═Ė»╬gĮķ┘|(zh©¼)ū„ė├Ž┬Ż¼┴č╝yįĮüĒįĮ╔ŅŻ¼įĮüĒįĮķL(zh©Żng)Ż¼Įķ┘|(zh©¼)Ė»╬gę▓įĮüĒįĮć└(y©ón)ųžŻ¼ų▒ĄĮ╚╦éā░l(f©Ī)¼F(xi©żn)ĀtÜż═Ō▓┐║Ė┐pķ_┴čĪŻ▀@æ¬(y©®ng)įō╩Ūæ¬(y©®ng)┴”Ė»╬gĄ─╚½▀^│╠Ż¼╩Ū¤ß’L(f©źng)ĀtĀtÜżē█├³Č╠Ą─ųžę¬įŁę“ĪŻ
ĪĪĪĪĀtÜż▀x▓─╔„ų«ėų╔„ ░▓╚½╔·«a(ch©Żn)Š»ńŖķL(zh©Żng)°Q
ĪĪĪĪ─┐Ū░Ż¼╬ęć°Ēö╚╝╩Į¤ß’L(f©źng)ĀtĀtÜżķ_┴čĢr(sh©¬)▓╔╚ĪĄ─╠Ä└Ē┤ļ╩®ėąęįŽ┬ÄūĘNŻ║
ĪĪĪĪ┤ļ╩®ę╗Ż║čž║Ė┐pā╔é╚(c©©)10└Õ├ūĪ½20└Õ├ū¤ßė░Ēæģ^(q©▒)ĀtÜż▀M(j©¼n)ąąŪąĖŅŻ©ā╚(n©©i)┴č┐pģ^(q©▒)ė“Ż®Ż¼╚╗║¾▓╔ė├ą┬Ą─õō░Õ╠Ņča(b©│)║Ėča(b©│)ĮėĪŻĄ½▀@śėĄ─╠Ņča(b©│)║ĖĮėĘĮĘ©Ģ■(hu©¼)╩╣║Ė┐pį÷╝ėę╗▒ČŻ¼Ģ■(hu©¼)ī¦(d©Żo)ų┬║Ė┐pą┬Ą─¤ßė░Ēæģ^(q©▒)ā╚(n©©i)▓┐ĀtÜżį┘┤╬²ö┴č░l(f©Ī)╔·Ż¼░▓╚½ļ[╗╝Ė³┤¾ĪŻ▀@ĘNĘĮĘ©▓╗╩Ū║▄║├Ą─╠Ä└Ē┴č┐pĄ─ĘĮĘ©Ż¼Ģ■(hu©¼)╩╣║Ė┐pų▄Ž“«a(ch©Żn)╔·ą┬Ą─║ĖĮėæ¬(y©®ng)┴”┴č╝y╝░Ė»╬gķ_┴čĪŻ
ĪĪĪĪ┤ļ╩®Č■Ż║▀xė├ē║┴”╚▌Ų„õō░ÕQ345C+904LÅ═(f©┤)║Žõō░Õ╗“š▀Q345R+904LÅ═(f©┤)║Žõō░ÕŻ¼Č╝╚ĪĄ├┴╦▌^║├Ą─╠Ä└Ēą¦╣¹ĪŻ
ĪĪĪĪ¤ošō▓╔╚Ī┤ļ╩®ę╗╗“š▀┤ļ╩®Č■Ż¼ļm╚╗Č╝─▄ĮŌøQĀtÜżķ_┴čå¢Ņ}Ż¼Ą½╩ŪČ╝ąĶę¬å╬ū∙¤ß’L(f©źng)Āt═ŻĀtŪąĖŅĀtÜż╗“š▀═┌ča(b©│)ĀtÜżīŹ(sh©¬)╩®ŠSą▐Ż¼ŠSą▐╣ż│╠┴┐┤¾Ūę═ŻĀtĢr(sh©¬)ķgķL(zh©Żng)Ż¼ė░Ēæ’L(f©źng)£ž║═Ų¾śI(y©©)ą¦ęµĪŻęį5000m3╝ē(j©¬)äeĖ▀Āt┼õ╠ū4ū∙Ēö╚╝╩Į¤ß’L(f©źng)ĀtŪąĖŅĀtÜż┤¾ą▐×ķ└²Ż║ŠSą▐╣żŲ┌╝sę╗─ĻĢr(sh©¬)ķgŻ¼ŲõŪąĖŅŠSą▐ė░ĒæŲ¾śI(y©©)Įø(j©®ng)Ø·(j©¼)ą¦ęµ┤¾╝sį┌1.5ā|į¬ų┴1.6ā|į¬ų«ķgŻ╗╚ń╣¹▓╔ė├═┌ča(b©│)ŠSą▐Ż¼ŠSą▐Ų┌ę╗░Ń×ķ8éĆ(g©©)į┬ū¾ėęŻ¼Ųõ┘M(f©©i)ė├║═Ų¾śI(y©©)Įø(j©®ng)Ø·(j©¼)ōp╩¦ę▓į┌ā|į¬ū¾ėęŻ¼ōp╩¦▒╚▌^┤¾ĪŻ
ĪĪĪĪŠC║Ž▓╔ė├Āt═Ōį÷╝ėę╗īėQ345RĀtÜżŻ¼ą┬└ŽĀtÜżų«ķgį÷╝ė▒Ż£ž▓─┴ŽŻ©īÄ┐╔▓╔ė├Q345RŻ¼ę▓▓╗─▄į┘▓╔ė├Š▀ėą¤ß┤ÓĪó└õ┤ÓĪóÜŌ┐ūĪó║ĖĮėĶ”┤├ŪęŠ▀ėą╝ė╣żÜł┤µæ¬(y©®ng)┴”ōpé¹Ą─Q345CŻ®Ż¼┐╔┤_▒Żā╚(n©©i)īė└ŽĀtÜż£žČ╚┤¾ė┌100ĪµŻ¼└õ─²╦«ųķūā?y©Łu)ķš¶Ų¹š¶░l(f©Ī)Ż¼▒▄├Ō╚╝¤²║═╦═’L(f©źng)▀^│╠ųą┤¾┴┐╔·│╔Ą─Ą¬č§╗»╬’║═┴“╗»╬’ÜŌ¾w┼cÆņį┌ĀtÜż▒┌╔ŽĄ─└õ─²╦«ųķĮY(ji©”)║ŽŻ¼ą╬│╔╦ßĖ∙Ė»╬gĮķ┘|(zh©¼)Ė»╬gæ¬(y©®ng)┴”ōpé¹Ą─õōÜżĮM┐Ś║═║Ė┐p┴č╝yŻ©įōĀtÜżĮŌøQĘĮĘ©ęčĮø(j©®ng)╔Ļł¾(b©żo)ć°╝ęīŻ└¹Ż®ĪŻ
ĪĪĪĪ┴Ēę╗ĘN╩Ū║▄ČÓå╬╬╗│ŻęŖĄ─ĘĮĘ©Ż¼Š═╩ŪūīĖ▀£žģ^(q©▒)ė“ĀtÜż£žČ╚┤¾ė┌100Īµ╔§ų┴ĄĮ150ĪµĪ½180ĪµŻ¼ ─┐Ą─ę▓╩Ūūī└õ─²╦«ųķūā?y©Łu)ķš¶Ų¹š¶░l(f©Ī)Ż¼Ę└ų╣└õ─²╦«ųķ┼cĄ¬╗»╬’Īó┴“╗»╬’╔·│╔Ė»╬gĮķ┘|(zh©¼)Ż¼Ą½▀@śėū÷Ģ■(hu©¼)┤¾┤¾į÷╝ė¤ß’L(f©źng)ĀtĄ─╔ó¤ßōp╩¦ĪŻ╣Pš▀║å(ji©Żn)å╬║╦╦Ń╔ó¤ßōp╩¦Ż¼░┤šš╚š«a(ch©Żn)12000ćŹĶF«a(ch©Żn)─▄Ż¼╚½─Ļ░┤šš350╠ņĪó420╚fćŹĶF«a(ch©Żn)─▄Ż¼╚ń╣¹ĀtÜżŲĮŠ∙£žČ╚×ķ90ĪµŻ¼Ųõ├┐ąĪĢr(sh©¬)╔ó¤ßōp╩¦×ķ702240Ū¦┐©/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║Ž├║ÜŌ┴┐×ķ936.32┴óĘĮ├ū/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║Ž├║ÜŌŽ¹║─┴┐×ķ7.49┴óĘĮ├ū/ćŹĶFŻ¼╚½─Ļ?du©¼)tÜż╔ó¤ßōp╩¦š█║Ž├║ÜŌė├┴┐31458000┴óĘĮ├ūŻ╗╚ń╣¹ĀtÜżŲĮŠ∙£žČ╚×ķ 120ĪµŻ¼Ųõ├┐ąĪĢr(sh©¬)╔ó¤ßōp╩¦×ķ1083760Ū¦┐©/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║Ž├║ÜŌ┴┐×ķ1445.01┴óĘĮ├ū/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║ŽćŹĶF├║ÜŌŽ¹║─┴┐×ķ11.56┴óĘĮ├ū/ćŹ Ż¼╚½─Ļ?du©¼)tÜż╔ó¤ßōp╩¦š█║Ž├║ÜŌė├┴┐48552000┴óĘĮ├ūŻ╗╚ń╣¹ĀtÜżŲĮŠ∙£žČ╚150ĪµŻ¼Ųõ├┐ąĪĢr(sh©¬)╔ó¤ßōp╩¦×ķ1526080Ū¦┐©/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║Ž├║ÜŌ┴┐×ķ 2034.77┴óĘĮ├ū/Ż©ąĪĢr(sh©¬)Īżū∙Ż®Ż¼š█║Ž├║ÜŌŽ¹║─┴┐×ķ16.26┴óĘĮ├ū/揯¼╚½─Ļ?du©¼)tÜż╔ó¤ßōp╩¦š█║Ž├║ÜŌė├┴┐68376000┴óĘĮ├ūĪŻĀtÜżŲĮŠ∙£žČ╚ė╔90Īµį÷╝ėĄĮ150ĪµŻ¼├┐─ĻČÓ└╦┘M(f©©i)36918000┴óĘĮ├ū├║ÜŌŻ¼│¼▀^┴╦ĀtÜż90ĪµĢr(sh©¬)Ą─¤ßōp╩¦Ż©╚╝¤²╩ęĀtÜż£žČ╚Ą═ė┌90Č╚×ķ│ŻęÄ(gu©®)įO(sh©©)ėŗ(j©¼)Ż¼╚ń╣¹▓╔ė├įź┼dĄ─▀@ĒŚ(xi©żng)īŻ└¹ī”(du©¼)╚╝¤²╩ęīŹ(sh©¬)╩®═Ō▒Ż£žŻ¼Ųõ╣Ø(ji©”)─▄│╔▒ŠīóĖ³Ė▀Ż®ĪŻĮĄĄ═ą¦┬╩Īóį┌į÷╝ė╚╝┴Ž│╔▒ŠĪóĄ¬č§╗»╬’į÷╝ėĪóČ■č§╗»╠╝┼┼Ę┼į÷╝ėĪóŲ¾śI(y©©)ą¦ęµĮĄĄ═Ż¼▀@╩ŪĄ├▓╗āö╩¦Ą─┼e┤ļĪŻČ°ą┬į÷╝ėĄ─═ŌĖ▓▓┐ĀtÜż╝╚┐╔ęį│ąē║│ąųžėų┐╔ęį▒▄├Ō╔ó¤ßōp╩¦Ż¼╣Ø(ji©”)╝s╚╝┴ŽĪó╠ßĖ▀ą¦┬╩Īó£pĄ¬£p╠╝Ż¼▀Ć▓╗ąĶę¬å╬ū∙¤ß’L(f©źng)Āt═Ż«a(ch©Żn)Ż¼┐╔ęįÅžĄūŽ¹│²ĀtÜżķ_┴čĄ─░▓╚½ļ[╗╝ĪŻ
ĪĪĪĪ╔Ž╩÷æ¬(y©®ng)┴”╝»ųąĄ─Ęų╬÷šf├„Ż¼ę¬ŽļĮŌøQŲ÷ų■Ą──═▓─╩▄┴”ī¦(d©Żo)ų┬Ą─æ¬(y©®ng)┴”╝»ųąŻ¼Š═ę¬Å──═▓─Ų÷ų■ĮY(ji©”)śŗ(g©░u)Ą─╝ė¤ß╩▄┴”ų°╩ųĪŻįź┼d╦─Č╬╩Į¤ß’L(f©źng)ĀtŠ═╩Ū▓╔╚Ī░č¤ß’L(f©źng)│÷┐┌ų▒Č╬║═ÕFČ╬ū÷┴╦Ę└ų╣æ¬(y©®ng)┴”╝»ųąĄ─Ęų╔ó╠Ä└ĒĘĮĘ©Ż¼ÕFą╬╣░Ēö║═¤ß’L(f©źng)│÷┐┌ų▒Č╬Ė„ūį¬Ü(d©▓)┴óų¦ō╬Ż¼£p╔┘┴╦æ¬(y©®ng)┴”╝»ųąŻ¼║▄║├ĄžĮŌøQ┴╦¼F(xi©żn)ėąĒö╚╝╩Į¤ß’L(f©źng)Āt¤ß’L(f©źng)│÷┐┌╩▄┴”ōpē─å¢Ņ}Ż¼▒ŻšŽ┴╦╚╝¤²╩ęĮY(ji©”)śŗ(g©░u)║═¤ß’L(f©źng)│÷┐┌ĮY(ji©”)śŗ(g©░u)Ą─ĘĆ(w©¦n)Č©ķL(zh©Żng)ē█ĪŻ╩ūõōÅłĖŻ├„īŻ╝ęłF(tu©ón)ĻĀ(du©¼)╠ß│÷Ą─öM║Žæęµ£ŠĆĮY(ji©”)śŗ(g©░u)ĮŌøQ┴╦╚╝¤²╩ę▓┐╬╗┴Ē═Ō╚²éĆ(g©©)å¢Ņ}Ż║Ųõę╗╩Ū▓╔ė├æęµ£ŠĆ╣░ĒööM║ŽĮY(ji©”)śŗ(g©░u)Ż¼ÅžĄūĮŌøQ┴╦įŁ╚╝¤²╩ęÕFČ╬▓╗║Ž└Ē╩▄┴”ī¦(d©Żo)ų┬Ą─ÕFą╬╣░Ēöųą▓┐Ų÷¾wŽ┬┤╣Ż¼Č°╣░─_▓┐╬╗╩▄┴”╩╣ÕFą╬╣░Ēö└«░╚┐┌ų▒ÅĮöU(ku©░)┤¾ōpē──═▓─ē”¾wŻ╗ŲõČ■╩ŪÕFą╬╣░Ēö?sh©┤)─╝¶Ūąæ?y©®ng)┴”Īóųž┴”ĪóŽ┬╗¼┴”ŠC║Žū„ė├ī”(du©¼)ÕFą╬╣░Ēöųą▓┐Ą─▓╗║Ž└Ē╩▄┴”ī¦(d©Żo)ų┬ÕFą╬ųą▓┐Ž┬┤╣Ż¼╣░─_▓┐╬╗╩▄┴”╩╣ÕFą╬╣░Ēö└«░╚┐┌ų▒ÅĮöU(ku©░)┤¾Ż¼ī¦(d©Żo)ų┬ĀtÜżŪ“├µ▓┐╬╗õōÜż╩▄┴”ōpé¹║═æ¬(y©®ng)┴”Ė»╬gķ_┴čŻ╗Ųõ╚²╩Ūīó╚╝¤²╩ęų▒Č╬║═Ų÷ų■į┌╔Ž├µĄ─ÕFą╬╣░Ēöā×(y©Łu)╗»×ķöM║Žæęµ£ŠĆ╣░ĒöĮY(ji©”)śŗ(g©░u)▓óīŹ(sh©¬)╩®ĘųļxįO(sh©©)ėŗ(j©¼)Ż¼ėąą¦▐D(zhu©Żn)ęŲĘų╔ó┴╦æ¬(y©®ng)┴”Ż¼ĮŌøQ┴╦─═▓─æ¬(y©®ng)┴”║═õōÜżæ¬(y©®ng)┴”ū„ė├ĪŻį┘═©▀^Ė─ūāĀtÜż▓─┘|(zh©¼)Ż¼▓╔ė├▀mæ¬(y©®ng)┤¾ą═Ė▀ĀtĖ▀’L(f©źng)£žĪóĖ▀’L(f©źng)ē║¤ß’L(f©źng)Ātę¬Ū¾Ą─ē║┴”╚▌Ų„ĀtÜżõō░ÕQ345R╠µ┤·Q345CĀtÜżõō░ÕŻ¼ė├║å(ji©Żn)å╬ęūąąĄ─ĘĮ╩ĮÅžĄūĮŌøQĖ»╬gķ_┴č¼F(xi©żn)Ž¾Ż¼┤_▒Ż╚╝¤²╩ęā╚(n©©i)ęr─═▓─║═ĀtÜżŽ¹│²╦∙ėąæ¬(y©®ng)┴”Å─Č°īŹ(sh©¬)¼F(xi©żn)ĘĆ(w©¦n)Č©ķL(zh©Żng)ē█Ė▀’L(f©źng)£ž─┐ś╦(bi©Īo)ĪŻŻ©äó╩└Š█Ż®
